The "Small Batch" Paradox: Why 500 Units Can Take Longer Than 5,000
One of the hardest conversations I have with clients is explaining why their "small, simple" order of 500 notebooks will take 40 days, while a massive order of 10,000 units could be done in 25.
Intuitively, it feels wrong. Less product should mean less work, which should mean faster delivery. But in the world of industrial manufacturing, "less work" often means "less priority" and, more importantly, "less efficiency."
When you order a small batch, you are not just fighting for machine time; you are fighting against the physics of the machine itself.
The "Gang Run" Queue
The primary culprit is the printing press. An industrial offset press prints on massive sheets of paper—often large enough to fit 8, 12, or even 16 notebook covers at once.
If you order 5,000 notebooks, your job fills the entire sheet. We load your plates, run your job immediately, and you are done. You control the schedule.
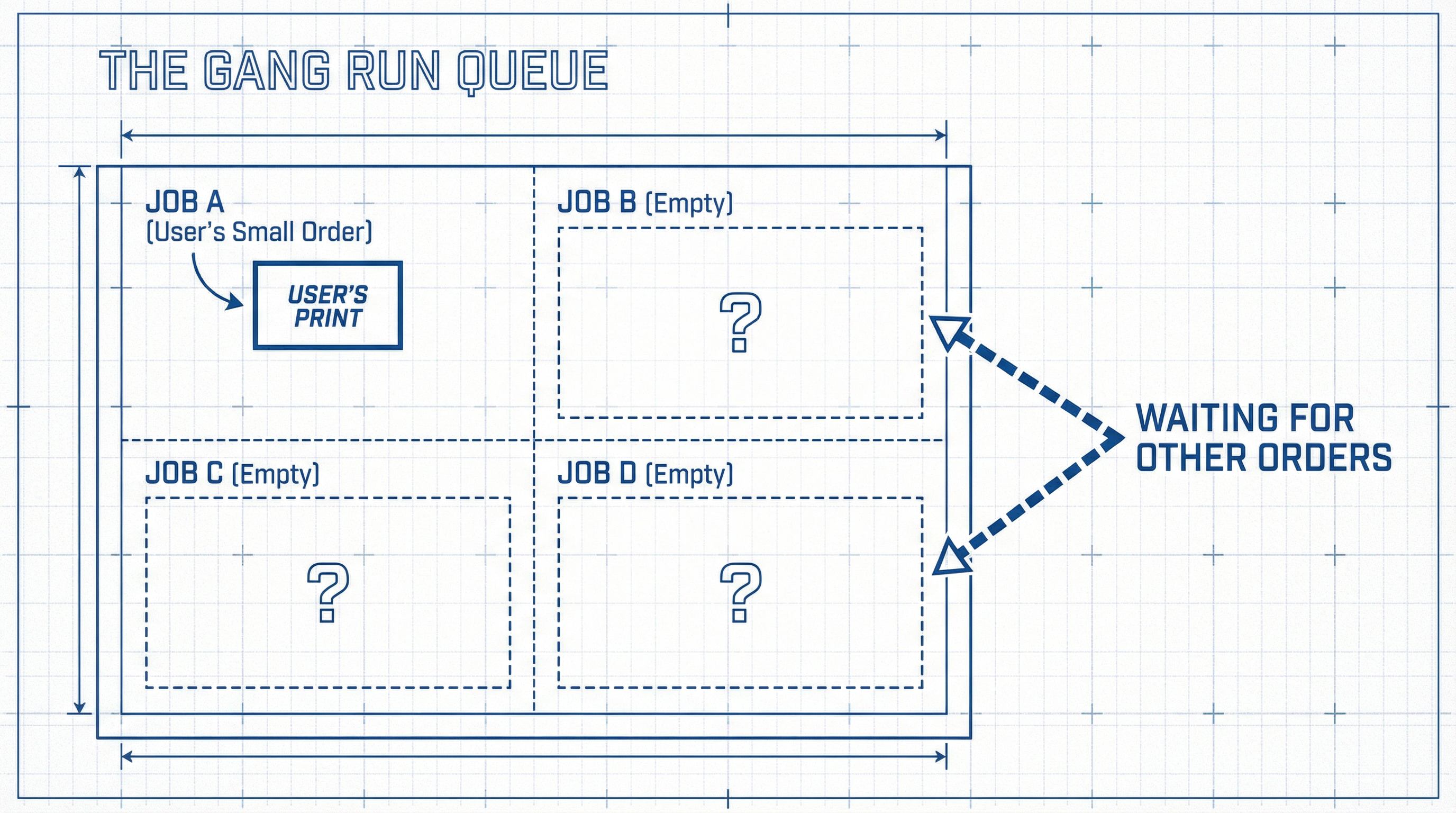
If you order 500 notebooks, your job only takes up a tiny corner of that sheet. We cannot afford to run the press for just your corner—the waste of paper and ink would be astronomical. So, your job enters the "Gang Run Queue."
We have to wait. We wait for another client to order 500 red notebooks. Then another to order 500 blue ones. We wait until the sheet is full before we can push "Print." This waiting game can add days, sometimes weeks, to your timeline. You are not waiting for production; you are waiting for other people's orders to fill the empty slots.
The Efficiency Trap
Beyond the queue, there is the issue of "Setup Time."
Setting up a production line—calibrating the press, mixing the ink, adjusting the binding machine—takes the same amount of time whether we are producing 1 unit or 10,000 units. Let's say setup takes 4 hours.
- For 5,000 units: The 4-hour setup is followed by 20 hours of running. The machine is productive for 83% of the day.
- For 500 units: The 4-hour setup is followed by 1 hour of running. The machine is productive for only 20% of the day.
Factory managers are judged on efficiency. When the schedule is tight, which job gets prioritized? The one that keeps the machine running all day (the large order), or the one that requires a half-day setup for a one-hour run (the small order)?
In practice, small orders are often pushed to "gap filler" status—run during lunch breaks, shift changes, or weekends. This intermittent attention stretches out the lead time significantly compared to a continuous run.

Escaping the Paradox
If you need a small quantity fast, you have two options.
First, accept "Digital Printing." Digital presses don't use plates, so there is no setup and no gang run. You can print one copy instantly. The unit cost is higher, and you lose some special finishing options (like metallic Pantone inks), but you gain speed.
Second, pay for the "Full Sheet." If you absolutely need offset quality for a small run, you can pay a premium to run the press with empty slots. You are essentially buying the wasted paper and machine time to bypass the queue.
Understanding this lead time dynamic is crucial. A small order is not a "quick favor" for a factory; it is an efficiency disruption. Planning for that reality prevents the shock of hearing "6 weeks" for a job you thought would take 6 days.
The Manager's Advice
If your deadline is tight, ask your supplier: "Is this running offset or digital?" If they say offset for 500 units, ask: "Are we waiting for a gang run?" The answer might save your launch date.